New date 16. – 17. 6. 2021
More here
New date 16. – 17. 6. 2021
More here
ASSOCIATION FOR TECHNICAL SUPPORT AND PROMOTION OF POLYMER COMPOSITES
Expert Group – Mechanics of Composite Materials and Structures of the Czech Society for Mechanics and CTU in Prague, Faculty of Mechanical Engineering are preparing an international conference
19. – 20. května 2021 Czech Republic, Tábor
The aim of the conference is to acquaint participants with the latest knowledge in the field of composite materials technology, research and development, calculations and trends in processing and application.
Thematic focus of the conference:
Further information will be added at the end of 2020.
have the privilege to invite you to International Conference
POLYMER COMPOSITES 2019
May 15 – 16, 2019
Czech Republic, Tábor
The aim of the Conference is to enable specialists from research and industry to present actual knowledge and trends in technology of composite materials, research and development, analyses and trends in manufacturing and applications of these materials.
Conference program will be focused on topics as follows:
• development of materials and their properties
• processing technologies
• nanocomposites
• innovative applications
• design and analyses
Conference languages: Czech and English Simultaneous translation will be provided!
Detailed information and electronic application: www.polymer-composites.cz
Conference registration fee: 180 EUR
The conference fee includes organization costs proceeding book (ISBN) with the abstracts and full texts of lectures and CD, branch meeting, board: two lunches and refreshment during coffee breaks
Deadlines:
Contact address: pc2019@polymer-composites.cz
Venue of the conference (Accommodation booking):
LH Hotel Dvořák Tábor, Hradební 3037, Tábor
www.lhdvoraktabor.cz;
+420 381 212 221
Please note that accommodation is not included.
International Conference POLYMER COMPOSITES 2019 May 15 – 16, 2019 Czech Republic, Tábor The aim of the Conference is to enable specialists from research and industry to present actual knowledge and trends in technology of composite materials, research and development, analyses and trends in manufacturing and applications of these materials. Conference program will be focused on topics as follows: • development of materials and their properties • processing technologies • nanocomposites • innovative applications • design and analyses
Partners of Conference:
Poster presentations and short communications of student and postgraduate works will form a special section.
Company promotion: exhibition area, advertisement in conference program and proceedings book, distribution of technical literature. • participation with oral presentation 180 EUR • participation with poster presentation 180 EUR • renting of an exhibition area (poster and table) 350 EUR • advertisement in the conference program 220 EUR • advertisement in the proceedings book 310 EUR • placement of logo on proceedings book envelope 260 EUR • distribution of promotion materials 65 EUR

Arising from components nature base and general classification of plastics the fibrous composites (laminates) are created only in the period of intermediate or final product processing.
Taking this fact into account it is necessary to evaluate the production technology as a very important factor which determinates both final properties and the production costs.
Therefore it is necessary to pay the considerable attention to proper choice of technology.
Determining factors for choice of technology
The production technology is given first of all by the product itself . The choice is influenced by several important factors:
Usually there is necessary to make a compromise to fulfil all the factor to some extent or to approach the most important as much as possible.
Series scale is one of basic factors influencing the choice of technology. It is evident that short series is not possible to realize using machine technologies, on the contrary large series are not possible to manufacture economic by hand methods.
Complexity and design: Some technologies allow only certain forms (for instance filament winding), some technologies are able to be applied only for simple shapes (spray-up).
Surface quality: Some technologies allow only one-side perfect surface from mould
Final properties requirements: Majority of mechanical properties are dependent on the reinforcement content and orientation and matrix type. These factors are deeply depending on technology.

By this method it is possible to produce very effective continuously GRP profiles of various cross section shape with high reinforcement volume (up to 80%). Reinforcement, mostly glass, but also carbon or other rovings, in some cases combined with fabric or mat tapes giving the transversal strength, is pulled through the resin bath, impregnated and subsequently the excess resin is squeezed out. Impregnated reinforcement is then pulled into the dies. Cross section of die matches the final profile shape. Modification of this process is pressure impregnation of dry reinforcement in the first section of die.
Curing takes place in the die either by means of conductive heat (the dies are heated electrically or by heat media) or by heat caused by means of high frequency field. Cured composite profile is pulled by hydraulic clamps or towing belts with controlled speed and it is cut by the saw to the required length on the end of the line.
Pulforming is the variant of simple pultrusion. It is semicontinuous process – pulled out impregnated reinforcement is placed into two part heated mould where the final shape is reached and composite is cured. Leaf springs with changing cross section along the length are manufactured by this method as an example.
Suitable materials
Reinforcements: Primarily glass rovings, less often carbon rovings, weaved tapes and bands made of various fibres or mats with heavily solved binder, surfacing mats, sometimes printed.
Resins: Low viscosity polyester, vinylester and epoxy resin systems quickly cured by elevated temperature (80-160°C). The matrix usually contains internal release agent, additives for better surface smoothness and better pigmentation, pigments and fillers for instance to reach fire retardation properties.
Pultrusion is suitable for continual production of profiles from very thin and simple ones (1 mm reinforcing strips for hockey sticks) to complex shaped and large size ones (width and height in the range tents of centimeters, wall thickness up to 15 mm, rods and tubes of various diameter.
Other continuous methods
Flat laminate sheets or corrugated (roof or decorative) sheets are also produced using continuous lines. Starting material can be either weaved reinforcements and mats or chopped strands spread onto supporting foil and subsequently impregnated in resin bath. The upper release foil is then applied and material is pulled into shaping and heated curing chamber. Pulling and cutting sections make the end part of the line.
Suitable materials
Reinforcements: Rovings, mats, fabrics, possible their combination, mainly of glass fibres.
Resins: Polyester, rarely epoxy resins
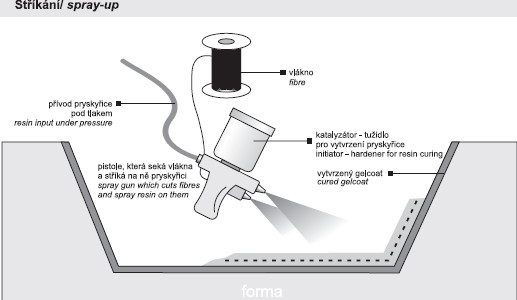
By this machine technology cut roving and initiated resin are simultaneously applied by special pneumatic gun onto the mould.
The gun is mostly hand-guided, but it is possible to use PC controlled automation.
The moulds are simple, low-cost, practically the same as for hand lay-up, mostly made of composites.
Gelcoat is usually applied (by hand or by spraying) as a first layer. Laminate spray-up is carried out in several layers “wet-to-wet” depending on the part thickness. Each of applied layers is con-
solidated by fin, paddle or bristle rollers of various size and shape removing the entrapped air bubbles at the same time.
Spray-up (SU) ranks also among so called “open” technologies, therefore it is necessary to carry out it in separate air exhausted spraying boxes as the mostly used resins by spray-up are polyesters containing harmful styrene.

Hand lay-up (HLU) – also called contact moulding – is the oldest, the simplest and still most spread technology. HLU belongs to so called open technologies. The mould (negative-female or positive-male) is first provide with release agent and subsequently very often with gelcoat.
Gelcoat is specially formulated, mostly pigmented non-reinforced surface layer with 0.3-1 mm thickness. It is applied either by hand with brush or hair roller or by spraying. Gelcoat provides the aesthetic point of view and creates the protection against environmental impacts (water, weather, chemicals).
When the gelcoat is partly cured (non-liquid, but still sticky) the laying of reinforcing material can start. Individual reinforcing layers are properly impregnated by initiated resin by brush or the matrix is applied by hair roller, excess resin and air bubbles are removed by fin or paddle rollers.
The laminate is cured by normal temperature mostly without applying of pressure, only in the case when it is necessary to build up the sandwich structure using lightweight core materials (foams, honeycombs etc.) vacuum pressure under the foil is used.
Curing some types of resin by the elevated temperature is recommendable to enhance their thermal resistance keeping the step by step temperature increase schedule.

Hollow rotational shape parts, namely subterranean pipes, are produced using equipment which is a combination of spray-up and centrifugal casting.
Spray equipment is moving along the central line in rotating mould – tube of given inner diameter and it distributes the mixture of chopped fibres, initiated resin and various fillers according to computer program. Laid material is gradually densified by means of centrifugal force developed by fast rotation of the mould.
As a last inner layer (so called liner) there is applied high flexible resin or chemical resistant resin for majority of pipes for sewage waters and corrosion applications.
Cured tubes is easy to take out of the mould thanks to shrinkage of composite.
Suitable materials
Reinforcement: Mostly chopped glass roving
Resins: Common polyester resins orthophtalic type are used for basic layers, chemical resistant vinylester resins for corrosion applications and high flexible (up to elongation 50%) special resin as a liner for abrasive resistant tubes used for sewage water.
Fillers: Mixture of sand and calcium carbonate (up to 35% by volume)
Centrifugal casting (Hobas process) is up to some extent the competitive technology for pipe production by filament winding, but it is optimal for thick-wall subterranean tubes.
Standard products are 6 m sections in diameters within 250 – 1500 mm.
Casting technologies are used for production of non-reinforced composites. The principle of the process is casting of resin usually in mixture with fillers, optionally with pigments, additives and curing components into the moulds under the conditions depending on the final product properties and application field.
Cultured marble
Cultured (synthetic) marble is produced by mixing of low viscosity resins with fillers the choice of which is very wide starting from calcium carbonate (chalk) over various inert fillers (crushed stone, mica, crushed mirrors etc.), pigments, additives and initiating compounds and subsequent casting into the moulds which are provided by gelcoat. Gelcoat is mostly transparent based on high quality ISO/NPG resins which are resistant to hot water, detergents and temperature changes.
A filler content of 75-80% is usual in cultured marble. To reach that relatively high filler content (desirable both from the cost point of view and aesthetic one) and ensure the full impregnation of all filler particles without air pockets and in the same time to preserve good flow properties it is recommendable to use the mixture of fillers of various particle size as follows:
Mixing can be made in dependence on the production volume in small mixers up to large autmated mixing and casting machines.
To reach the deep onyx effect it is necessary to use fine ground aluminium trihydrate and transparent pigments.
Moulds made from reinforced plastics, epoxy compounds, steel, aluminium, polymer concrete or silicone elastomer provided with suitable release agent can be used with regard to part dimension and series size. The material of mould must withstand the exotherm and post cure temperature.
Polymer concrete
The technology is basically similar to that used by cultured marble manufacturing. Because the products are mostly used for industrial applications there are not used neither gelcoat nor pigments.
On the other hand there is wider choice of fillers, namely cheap fillers of a coarser particle size and a higher filler load are normally used – sand, crushed stone, calcium carbonate, limestone, talc and mica. Moulds are mostly heated to speed the curing cycle and vibration is used to remove entrapped air bubbles.
Solid surface
There is very hard and resistant version of cultured marble imitating the natural stone or creating the special effects. Starting material is a mixture of special resins, especially acrylic and polyester characterized by high thermal and chemical resistance which are able to be cured to high hardness in combination with fillers. High quality and high purity aluminium trihydrate and/or chips of cured pigmented resin are used as fillers in some cases mixed with pigments.
Solid surface technology differs from cultured marble process in two main points:
As a result there is gained homogenous non-porous and very hard material which is grinded and polished after curing. It is possible to cut it or machine it, individual parts can be bond together without glue line and thanks to gelcoat absence it is possible to repair eventual surface defects by sanding and polishing.
Suitable materials
Casting technologies are suitable for cultured marble production – sanitary wares (bath-tubes, wash basins, WC and bathroom components, window-sills), polymer concrete- industrial application, sewage water tubes, drain systems, pavement and sidewalk parts, industrial floors and solid surface – bathroom equipment, kitchen and office counters, table desks and decorative applications.