Nový termín je 16. – 17. 6. 2021
Více zde
Nový termín je 16. – 17. 6. 2021
Více zde
SPOLEK PRO TECHNICKOU PODPORU A PROPAGACI POLYMERNÍCH KOMPOZITŮ
Odborná skupina – Mechanika kompozitních materiálů a konstrukcí České společnosti pro mechaniku a ČVUT v Praze, Fakulta strojní připravují mezinárodní konferenci
19. – 20. května 2021 Česká republika, Tábor
Cílem konference je seznámit účastníky s nejnovějšími poznatky z oblasti technologie kompozitních materiálů, výzkumu a vývoje, výpočtů a s trendy ve zpracování a aplikaci.
Tématické zaměření konference:
Další informace budou doplněny v závěru roku 2020.
SPOLEK PRO TECHNICKOU PODPORU A PROPAGACI POLYMERNÍCH KOMPOZITŮ
Odborná skupina – Mechanika kompozitních materiálů a konstrukcí České společnosti pro mechaniku ČVUT v Praze,
Fakulta strojní
pořádají mezinárodní konferenci POLYMERNÍ KOMPOZITY 2019
15. – 16. května 2019 Česká republika, Tábor
Cílem konference je seznámit účastníky s nejnovějšími poznatky z oblasti technologie kompozitních materiálů, výzkumu a vývoje, výpočtů a s trendy ve zpracování a aplikaci.
Tématické zaměření konference:
Jednací jazyky: čeština a angličtina Simultánní překlad zajištěn!
On-line přihláška a podrobné informace: www.polymer-composites.cz
Vložné na konferenci: 3950 Kč
Zahrnuje náklady na tištěný sborník (s ISBN) s příspěvky účastníků konference s přiloženým CD, obědy, občerstvení v průběhu konference a společenský večer.
Termíny:
Zvláštní sekci budou tvořit postery pro prezentaci studentských, magisterských a doktorských vědecko-výzkumných prací.
Firmy mají možnost propagace v jednoduchém výstavním prostoru, inzerce v pozvánce a ve sborníku a formou distribuce firemní literatury:

Jak vyplývá již z charakteru jednotlivých složek a základního rozdělení plastů, vzniká (až na vyjímky) vláknový kompozit – laminát teprve při výrobě polotovaru resp. výrobku.
Vzhledem k tomu je třeba považovat technologický postup při výrobě vyztužených plastů/kompozitů za velmi podstatný faktor, který v zásadě určuje jak jeho konečné vlastnosti, tak i ekonomiku výroby. Proto je třeba věnovat volbě technologie značnou pozornost.
Určující faktory pro volbu technologie
Výrobní technologie je dána především charakterem výrobku a její volba se řídí několika zásadními faktory:
Obvykle je třeba volit určitý kompromis, aby bylo možno alespoň do jisté míry vyhovět všem požadavkům nebo se těm, které jsou nejdůležitější, co nejvíce přiblížit.
Seriovost je jedním ze základních faktorů ovlivňující volbu zpracování. Je zřejmé, že dílce v malých seriích není možno vyrábět strojními technologiemi, naopak velké serie není ekonomické vyrábět ručním kladením.
Členitost a tvar výrobků: některé technologie připouštějí pouze určité tvary (např. navíjení), některé postupy lze aplikovat pouze na jednoduché tvary (strojní stříkání).
Kvalita povrchu: některými postupy lze získat pouze jednostranně kvalitní povrch od formy.
Požadavky na finální vlastnosti: většina mechanických vlastností závisí na obsahu a orientaci výztuže v kompozitu a i na typu použité pryskyřice. Tyto faktory jsou značně závislé na použité technologii.

Touto metodou lze vyrábět velmi efektivně kontinuelním způsobem různé plné, duté i tvarové profily s vysokým obsahem výztuže (až do 80%). Výztuž, nejčastěji skleněné, ale i uhlíkové nebo i jiné pramence případně v kombinaci se stuhami z tkanin nebo rohoží pro získání příčného vyztužení, prochází lázní s iniciovanou pryskyřicí a po prosycení a odždímání přebytečné pryskyřice je vtahována do tvarovacích a vytvrzovacích průvlaků (forem), jejichž dutina odpovídá vnějšímu tvaru vyráběných profilů. Modifikací této technologie je tlakové prosycování suché výztuže až v počáteční sekci formy (průvlaku)
Ve formě dochází buď působením sdíleného tepla (formy jsou vyhřívány elektricky nebo topným mediem) nebo vývojem tepla účinkem vysokofrekvenčního pole k vytvrzení. Kompozitní profil je odtahován regulovatelnou rychlostí hydraulickými čelistmi nebo pásovými elementy a dělen na požadovanou délku.
Variantou prosté pultruze je tzv. pulforming, kdy se během semikontinuálního procesu táhne prosycená výztuž, které je v následujícím kroku v dvoudílné vyhřívané formě udělen konečný tvar, např. listové eliptické pero-pružina s proměnným průřezem po délce.
Používané materiály
Výztuže: Zejména skleněný roving, méně často uhlíkové pramence, tkané stuhy a pásky z různých vláken nebo rohože s těžko rozpustným pojivem, povrchové rohože, případně s potiskem.
Pojiva: Nízkoviskozní polyesterové, vinylesterové nebo epoxidové pryskyřičné systémy vytvrzující rychle za zvýšených teplot (80-160ºC). Pojiva obyčejně obsahují vnitřní separátory, aditiva pro zlepšení hladkosti povrchu a usnadňující probarvení, pigmenty a plniva např. pro snížení hořlavosti.
Technologie je vhodná pro kontinuální výrobu profilů od velmi tenkých a jednoduchých (1 mm pásky pro vyztužení hokejek) až po velmi složité a rozměrné (šíře a výška několik desítek cm, tloušťka stěny až 15 mm), tyče a trubky různých průměrů.
Ostatní kontinuelní metody
Rovné nebo vlnité laminátové desky se vyrábí rovněž na kontinuálních linkách. Výchozím materiálem mohou být jak tkané materiály, rohože nebo sekané pramence , nanášené na nosnou folii, prosycované pryskyřicí průchodem v lázni nebo zkrápěním. Po překrytí vrchní separační folií je materiál vtahován do tvarovací a vytvrzovací zóny. Linka je zakončena odtahovým, formátovacím a řezacím zařízením.
Používané materiály
Výztuže: Pramence, rohože, tkaniny, případně jejich kombinace, převážně ze skleněných vláken.
Pojiva: Polyesterové, omezeně i epoxidové pryskyřice
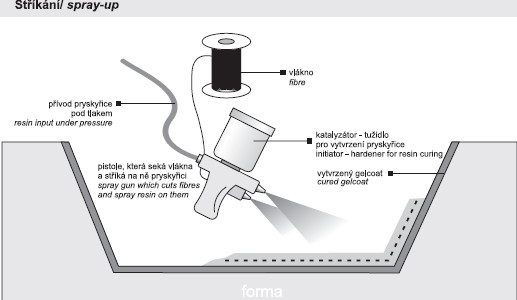
Touto strojní technologií se nanáší pneumaticky na formu speciální pistolí současně sekaný roving a iniciovaná pryskyřice. Ovládání stříkací pistole se provádí převážně ručně, lze je však mechnizovat a řídit počítačem.
Formy jsou nenákladné, prakticky totožné jako pro ruční kladení, většinou z kompozitů.
Jako první bývá aplikována ( ručně nebo nástřikem) gelcoatová vrstva. Vlastní stříkání se provádí v několika vrstvách „mokré do mokrého“ v závislosti na požadované tloušťce výrobku. Každá vrstva nanesené směsi se zhutňuje rýhovanými nebo štětinovými válečky různé velikosti a tvaru, přičemž se zároveň vytlačí vzduchové bubliny.
Stříkání patří rovněž k tzv. otevřeným technologiím a je nutno jej provádět v odvětrávaném prostoru – stříkacích boxech a to především z důvodu, že pro tuto technologii se téměř výlučně používají polyesterové pryskyřice, obsahující styren.
Používané materiály
Výztuže: Skleněný roving (nekonečný pramenec o různém texu), vyjímečně i jiné kontinuální vlákno, např. speciální roving Spheretex- jedná se o voluminezní roving tvořený základními skleněnými vlákny mezi nimiž jsou zakomponovány mikrokuličky expandovaného polymeru.
Takto vylehčený roving s tvrdou povrchovou úpravou typu GunCore je dobře sekatelný a dává výrobku lehkost, odolnost vůči rázům a zlepšuje ohybovou a torzní pevnost. Lze jej s výhodou použít jako vnitřní semisendvičovou vrstvu ve vnitřních vrstvách a to především pro usnadnění práce – odpadá předchozí příprava a sesazování plošných sendvičových materiálů.
Pryskyřice: Většina polyesterových pryskyřic ortoftalového, izoftalového nebo tereftalátového typu.
Technologie stříkání je vhodná pro výrobu středních až velkorozměrových nepříliš složitých dílců. Používá se rovněž pro nanášení laminátové směsi na rub polymetylmetakrylátových sanitárních výrobků (vany, umyvadla, dna sprchových koutů) pro zvýšení jejich pevnosti a tvarové stability. Stříkání je vhodná metoda pro seriovou výrobu díky možnosti efektivního, rychlého nanášení velkého množství materiálu, nevýhodou je zvýšené množství odpadu a relativně vysoké vstupní investice na stříkací zařízení a odsávané boxy spojené se systémem likvidace styrenových par z odtahu, dále vyšší obsah pryskyřice a tím i výrazně nižší mechanické vlastnosti.

Nejstarší a nejjednodušší a dosud nejrozšířenější technologie, patří mezi tzv. otevřené technologie. Forma (negativní – matrice nebo pozitivní – patrice) se po naseparování obvykle nejprve opatří gelcoatem.
Gelcoat – speciálně formulovaná, většinou probarvená nevyztužená povrchová vrstva o tlouštce 0.3-1 mm se nanáší buď ručně nebo stříkáním a zajišťuje jednak estetickou stránku povrchu dílce a jednak tvoří ochranu vůči okolnímu prostředí (voda, povětrnost, chemická media).
Po částečném vytvrzení gelcoatu (nesmí se již mazat, ale může ještě být lepivý) se kladou jednotlivé vrstvy výztuže, které se prosycují iniciovanou pryskyřicí pomocí štětce nebo naná- šecím válečkem a pak se přebytečná pryskyřice a vzduchové bubliny vytlačují rýhovanými válečky nebo štětcem.
Laminát vytvrzuje za normální teploty většinou bez aplikace tlaku, pouze v případech, kdy je třeba vytvořit sendvičovou konstrukci stěny zabudováním lehkých jádrových materiálů (pěny, voštiny apod.) se užívá přítlaku vakuem pod separační folií. Pro zvýšení teplotní odolnosti je někdy nutné dle doporučení výrobce pryskyřic provést vytvrzování při zvýšené teplotě při dodržení programu postupného zvyšování teploty.
Používané materiály
Výztuže: Na bázi skleněných, uhlíkových, aramidových či jiných syntetických nebo přírodních vláken v různých formách, nejčastěji jako tkaniny různé gramáže, stylu tkaní a orientace nebo rohože (konstrukční i povrchové) a různé netkané či tkané plošné nebo trojrozměrné materiály.
Pryskyřice: Nejčastěji polyesterové nebo epoxidové pryskyřice, typ pryskyřice, iniciátoru nebo tužidla je třeba volit dle potřebné doby zpracování při výrobě, podle požadavků na pevnostní charakteristiky, teplotní a chemickou odolnost nebo specielní požadavky (snížená hořlavost, nízké smrštění pro stavbu forem apod.) vždy s ohledem na konečné použití výrobku.
Technologie ručního kladení je vhodná pro malé až velkorozměrové výrobky od jednoduchých až po značně tvarově složité dílce při nižší až střední seriovosti (až do 1000 kusů) a vzhledem k nenáročnosti a nízkým nákladům také pro výrobu prototypů.

Dutá tělesa rotačního tvaru, zejména potrubí pro zásyp, se vyrábějí na strojním zařízení, které je kombinací strojního stříkání a odstředivého lití.
V duté rotující formě – trubce dané jmenovité světlosti – se pohybuje v ose stříkací zařízení, které podle počítačem řízeného programu nanáší směs sekaných vláken, iniciované pryskyřice a různých plniv.
Nanesené vrstvy se postupně zhutňují působením odstředivé síly, vznikající rychlým otáčením formy. U většiny potrubí pro odpadní vody nebo pro korozní aplikace se jako poslední vnitřní vrstva nanáší vysoce pružná resp. chemicky odolná pryskyřice (liner).
Po vytvrzení lze hotové trubky díky smrštění kompozitu snadno vytáhnout z formy.
Používané materiály
Výztuže: Převážně sekaný skleněný roving
Pojiva: Jako základní jsou používány běžné polyesterové pryskyřice ortoftalového typu, pro vnitřní linerovou vrstvu se používají vinylestery pro korozně namáhané aplikace nebo vysoce pružná (až 50% protažení) speciální pryskyřice odolná vůči abrazi pro odvod splaškových vod.
Jako plniva (až 35 %) se používá směs křemičitého písku a uhličitanu vápenatého
Metoda odstředivého lití (technologie Hobas) konkuruje do jisté míry technologii navíjení pro výrobu trubek, je však vhodnější pro silnostěnná potrubí pro zásyp. Potrubí o standardní délce 6m se vyrábí ve jmenovitých světlostech od 250 do 1500 mm.
Technologie odlévání (lití) se používá pro výrobu vlákny nevyztužených kompozitů. Podstatou procesu je lití směsi pryskyřic, plniv, případně pigmentů, aditiv a vytvrzovacích složek do forem za určitých podmínek, závislých na konečném produktu.
Umělý (syntetický) mramor
Vzniká smísením nízkoviskozní polyesterové pryskyřice s plnivy, jejichž výběr je velmi pestrý – od uhličitanu vápenatého (křídy) přes různá inertní plniva (drcené kamenivo, slída, drcená zrcadlovina aj), dále s pigmenty, aditivy a iniciačním systémem a následným litím do forem s předem aplikovaným obvykle čirým gelcoatem vysoké kvality na bázi ISO/NPG pryskyřic, odolným horké vodě, saponátům a teplotním změnám.
Stupeň plnění může být relativně vysoký – 75-80%. Aby bylo možno dosáhnout tak vysokého obsahu plniv (žádoucího jak z cenových tak estetických důvodů) při dodržení nutného úplného smočení všech částic a přitom zachování dobrých licích a zatékacích vlastností doporučuje se užívat směs plniv o různé granulometrii (velikosti částic):
Mísení může probíhat v závislosti na objemu výroby v malých mixerech až po užití automatizovaných mísících a licích strojů.
Pro dosažení hloubkového tzv onyx efektu je třeba použít jako plnivo jemně mletý aluminium trihydrát a transparentní pigmenty.
Formy opatřené vhodným separátorem mohou být laminátové, epoxidové, ocelové, hliníkové, z polymerbetonu nebo silikonových elastomerů v závislosti na velikosti dílců a seriovosti. Formy si musí zachovat tvar a pevnost, aby snesly teplo vznikající exotermickou reakci při vytvrzování a případné vyšší teploty při dotvrzování.
Polymerbetony
V podstatě se jedná o shodnou technologii jako při výrobě umělého mramoru, ale protože se využívají zejména pro průmyslové aplikace, nepoužívá se gelcoat a většinou ani pigmenty, naopak výběr plniv je širší, zejména se uplatňují levnější materiály – písek, drcené kamenivo, uhličitan vápenatý, mastek, kaolin a další. Formy bývají vyhřívány pro urychlení výrobního cyklu.
Solid surface
Pro tento materiál se dosud neustálil český termín. Jedná se o velmi tvrdou a odolnou variantu umělého mramoru, napodobující přírodní kámen nebo vytvářející zvláštní efekty.
Základem je směs speciálních pryskyřic, zejména akrylátových nebo polyesterových vyznačujících se vysokou tepelnou a chemickou odolností, schopné vytvrzení do vysokého stupně tvrdosti a plniv.
Jako plniva se používají zejména vysoce kvalitní a čisté typy aluminium trihydrátu a/anebo vločky z vytvrzené pigmentované polyesterové pryskyřice (gelcoatu), případně ve směsi s pigmenty.
Technologie se od výroby umělého mramoru liší ve dvou hlavních bodech:
Tím vzniká homogenní, neporézní a velmi tvrdý materiál, který se po vytvrzení brousí a leští.
Je možno jej řezat a i jinak mechanicky obrábět, jednotlivé díly k sobě bezspárově lepit a díky absenci gelcoatu lze případné poškození povrchu opravit přebroušením a vyleštěním.
Používané materiály
Technologie lití je vhodná pro výrobu umělého mramoru pro sanitární aplikace (vany, umyvadla, WC a koupelnové doplňky, okenní parapety), polymerbeton- průmyslové aplikace jako odpadní trubky a drenážní systémy, dlažby a kraje chodníků, průmyslové podlahy a solid surface pro vybavení koupelen, kuchyňské a jiné pulty, desky stolů, dlaždice a dekorativní aplikace.