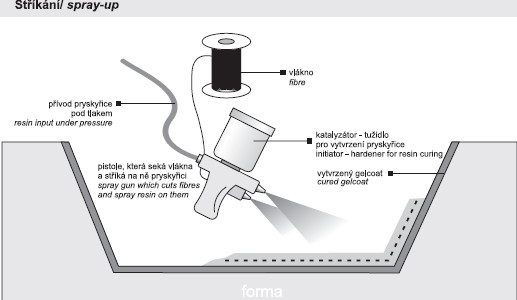
Injektážní a infuzní technologie
Tyto metody patří mezi tzv. uzavřené technologie, které omezují odpar škodlivého styrenu během zpracování a vytvrzovacího procesu. Vzhledem k zpřísňujícím se předpisům na kvalitu pracovního prostředí a snížení emisí do komunálního prostředí nabývají čím dále tím více na důležitosti a rozšíření na úkor ručního kladení a stříkání.
Všechny modifikace těchto technologií vycházejí z kapalných pryskyřičných systémů, které prosycují suchou výztuž uloženou do formy pomocí injektáže, vakua nebo kombinací obou.
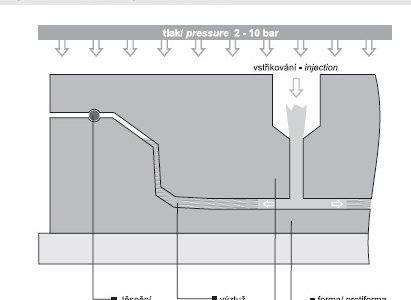
Vysokotlaké vstřikování
(RTM – resin transfer moulding)
Formy jsou robustní konstrukce, kovové nebo polymerbetonové, aby snesly vysoké vnitřní tlaky.
Do formy, opatřené gelcoatem, se vyskládá suchá výztuž dle konstrukčního návrhu, při velkoseriové výrobě se vkládají tzv. předlisky z výztužného materiálu. Vyztužující materiál, ať už na bázi skleněných nebo jiných vláken, musí mít strukturu umožňující snadný tok pryskyřičného systému, aby se dosáhlo úplného prosycení v krátkém čase.
Forma se poté uzavře vrchním dílem podobně tuhé konstrukce a zajistí rychloupínacím sysémem. Do vstřikovacího otvoru se umístí injektážní pistole, kterou se přivádí pojivo ze speciálního strojního zařízení – vysokotlaké pumpy se spřaženým regulovatelným dávkováním iniciátoru. Pojivo se vstřikuje tak dlouho, pokud nezačne vytékat z kontrolních otvorů na okrajích formy, což znamená, že výztuž je zcela prosycena v celém objemu dílce. Pojivový systém je volen tak, aby vytvrzovací reakce s využitím exotermu proběhla v řádu 10-20 minut.
Používané materiály
Výztuže: Rohože z nekonečného vlákna (např. typ Unifilo) nebo prošívané rohože a speciální komplex skleněná rohož+vnitřní řídká rohož ze syntetických vláken typu Rovicore nebo Combiflow, povrchové rohože o nízké gramáži.
Pojiva: Nejčastěji polyesterové pryskyřice se zabudovaným urychlovačem, v řadě případů ve směsi s levnými plnivy (uhličitan vápenatý, aluminiumtrihydrát) pro snížení nákladů a úpravu vlastností, např. snížení hořlavosti, speciální typy tzv. Class A se sníženým smrštěním pro automobilové díly k přímému nasazení bez dalších povrchových úprav.
Vysokotlaké RTM je díky krátkým výrobním cyklům a reprodukovatelné kvalitě vhodná technologie pro vyšší série – několik stovek až tisíců kusů. Je třeba počítat s dost vysokou investicí na vstřikovací zařízení a s náklady na středně finančně náročné formy. Náklady na protikus formy lze snížit použitím tzv. distančních voskových folií o různé tloušťce odpovídající tloušťce výrobku, odpadá tak výroba druhého modelu.
Vakuo-injekční technologie
(VARTM – vacuum assisted resin transfer moulding, RTM light))
Jedná se o modifikaci klasické technologie RTM, kdy prosycení výztuže napomáhá vakuum.
Užívá se 2 základních uspořádání:
- a) vstřikování do středu formy, vakuum je aplikováno po obvodu formy
- b) přívod pojivy do obvodového kanálku, vakuum je aplikováno ve středu formy
Výhodou této technologie je díky nižším tlakům (0.4-1 bar) možnost konstruovat formy méně robustní, což umožňuje výrobu i větších dílců.
Používané materiály
Jako u klasické vysokotlaké RTM technologie, navíc těsnicí profily a pásky pro zajištění funkce vakua ve formě.
Vakuové prosycování
(vacuum infusion, VIP- vacuum infusion process)
Technologie obdobná RTM light, odpadá zcela injekční zařízení. Užívají se 3 modifikace:
1) Vakuové prosycování s pružnou vrchní částí formy. Spodní forma je tuhá, podobně jako u RTM light s odsávacími kanálky, vrchní část, nejčastěji kompozitní, má určitou pružnost, která reguluje přítlak, uzavírací sílu a prosycování zajišťuje vakuum 0.6-0.8 bar.
Pojivo je buď přiváděno ze zásobníku nebo se před uzavřením formy zhruba rozprostře na suchou výztuž. Metoda je vhodná pro oboustranně hladké dílce, do kterých mohou být zakomponovány jádrové materiály – pěny nebo voštiny- pro vytvoření sendvičové struktury.
2) Vakuové prosycování pod pružnou folií. Technologie má mnoho společného s lisováním pomocí vakua. Spodní forma je klasického typu jako pro ruční kladení. Místo druhé části formy se používá pružná folie, která je k okrajům formy připevněna těsnícími pásky. Iniciované pojivo se přisává ze zásobníku, v případě velkorozměrných dílců se rozvádí perforovanými trubičkami až do vzdálenějších míst. Vakuum je aplikováno na obvodu formy pomocí kanálku, vytvořeného těsnícími profily.
3) Metoda SCRIMP je velmi podobná metodě 2), pouze rozvod pryskyřice je zajišťován speciální síťkou, umístěnou na celý povrch suché výztuže. Závěr tvoří opět pružná folie.
Používané materiály
Výztuže: Vyztužující materiály všeho druhu, od tkanin na bázi skleněných, uhlíkových nebo aramidových vláken nebo jejich kombinací o různé gramáži a stylu tkaní, s různou orientací až po speciální prošívané nebo složené rohože. Je možno vkládat pěnové nebo voštinové materiály pro tvorbu sendvičových struktur nebo semisendvičové materiály typu Coremat. Lze použít i odtrhávacích tkanin, pásků a povrchových rohoží.
Pojiva: Polyesterové i epoxidové nízkoviskozní pryskyřice, pro velkorozměrové dílce vzhledem k dlouhým dobám prosycování je třeba volit vytvrzovací systémy s dlouhou dobou zpracovatelnosti. Metody vakuového prosycování jsou obzvlášť vhodné pro velkorozměrné díly jako trupy a paluby lodí, velké dílce pro kapotáž lokomotiv a vagonů, lopatky větrných elektráren apod., kde by jiné metody byly velmi pracné (ruční kladení) nebo neúnosně nákladné (RTM nebo klasické lisování).
Pracovní cykly jsou ovšem delší, někdy až několik hodin. Infuzí prosycování je vhodné pro menší až střední serie.